У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.
Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
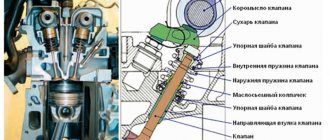
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
Не относится к 16-клапанным двигателям
Седла клапанов со следами износа или влияния процесса сгорания могут подвергается чистовой обработке, пока выдерживается максимально допустимый размер дообработки. Если этот размер превышен, то гидравлический компенсатор зазора в приводе клапанов перестает выполнять свои функции. В этом случае головку цилиндров заменить. Седла клапанов всегда обрабатывать так, чтобы обеспечить безупречный вид рабочей поверхности. Седла клапанов могут ремонтироваться с помощью обычных инструментов мастерской. Для чистовой обработки требуются развертки. Так как обращение с этими инструментами требует определенного навыка, работу следует выполнять в мастерской.
Внимание: Выпускные седла снабжены дополнительно сужением. При чистовой обработке обязательно обращать внимание на то, чтобы не повредить радиус сужения.
Инструмент для притирки
Приспособление для притирки клапанов можно сделать из дрели, сверла, шланга и двух хомутов. В патрон дрели зажимается сверло, на него надевается один конец шланга и затягивается хомутом. Другой конец шланга надевается на стержень клапана, вставленного на свое место.
В качестве альтернативы может быть использована специальная присоска, которая одним концом зажимается в патрон дрели, а другим прилепляется к тарелке клапана. При покупке следует ее проверить, обратить внимание на качество материала, из которого изготовлена присоска, поскольку некачественное приспособление будет постоянно отлепляться, и работа значительно усложнится.
После этого остается только нанести притирочную пасту, и можно приступать к процессу. Притирка клапанов и седел должна производиться с соблюдением следующих условий:
- скорость вращения патрона дрели не выше 500 об./мин. во избежание перегрева седел и поясков клапанов;
- притирка осуществляется в обе стороны (имитируется работа газораспределительного механизма).
Определение максимально допустимого размера дообработки
Клапан вставить и плотно прижать к седлу.
Измерить расстояние -а- между торцом стержня клапана и плоскостью контактной поверхности головки цилиндров.
Для того, чтобы получить максимально допустимый размер дообработки, нужно из измеренного расстояния -а- вычесть его минимально допустимое значение.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Фаска 30 градусов
Весомым аргументом в пользу проточки фаски в 30 градусов были объективные замеры от GazRod. Поразмыслив, нашёл два объяснения приросту наполнения цилиндров:
Проточка выпускного клапана выглядит следующим образом:
Далее протачиваем впускной клапан:
Может возникнуть вопрос, почему так не делают на заводе? Дело в массовости производства. Если даже и проточить клапана по шаблону, то из-за уменьшения ширины рабочей фаски с 4-3,5 мм до 2мм, прирезание седёл потребует большей точности, контроля. Это увеличит время сборки двигателя и его цену.
Притирочная паста
Правильная притирка начинается с похода в автомагазин за абразивным материалом. Притирочная паста – это главное, что необходимо приобрести до начала работ. Данный абразивный материал наносится на кромки клапанов в процессе притирки. В магазинах предлагается широкий выбор паст разных производителей. Отличаются они друг от друга главным образом ценой. Качественно выполнить притирку клапанов и седел можно как дешевым, так и дорогим материалом, поэтому особого смысла переплачивать нет.
Приобрести нужно два тюбика: крупнозернистую пасту для черновой обработки, и мелкозернистую – для финишной. С таким набором работа будет выполнена быстрее и качественнее.
Рабочая фаска
По рабочей фаске рассмотрим два аспекта. Первый это ширина рабочей фаски. Мне попадались рекомендации, что оптимальной является фаска в районе 1,5 мм. Более того, даже типа можно сделать чуть меньше, и она дорасклепается до нужного размера. Собственно при первой капиталке я так и сделал. Можете глянуть в теме про капиталку. Да расклепаться расклепалось, но не седло, а клапан:
Следующий важный фактор – это положение фаски на клапане. Почему-то считается, что контакт с седлом должен быть посередине фаски клапана. Однако, если почитать методику прирезания сёдел из книжки, выходит что фаска 45 градусов седла нарезается до диаметра клапана за вычетом 0,2 мм. А фаской 60 градусов потом внутренний диаметр увеличается до тех пор, пока ширина рабочей фаски не уложится в допуск 1,5-3 мм. То есть рабочая фаска должна быть по внешнему краю клапана. Это легко объясняется – зазор, сечение прямо пропорционально диаметру фаски, то есть чем больше диаметр рабочей фаски, те выше пропускная способность открытого клапана, причём абсолютно во всех режимах работы двигателя. Поэтому я фаску в 30 градусов протачивал, пока для рабочей фаски не осталось 2 мм на краю клапана.
По итогу тяга на холодную возросла ощутимо, подсос стало возможно убирать гораздо раньше.
Диагностика неисправности
Перед началом работы логично убедиться в целесообразности данного мероприятия, инициируемого следующими причинами:
- Пришло время выполнения периодической проверки, регулировки, замены деталей, узлов. Определяется пробегом (15000 – 30000 км), условиями эксплуатации автомобиля.
- Появление характерных симптомов повреждения, возникновение поломок.
Основными признаками, сигнализирующими водителю о насущности обратить внимание на клапана, являются:
- заметная потеря мощности двигателя;
- “троение” мотора, проявляющееся при работе на различных нагрузках (один, несколько цилиндров сбоят, в камере сгорания смесь не воспламеняется, загорается с задержкой, израсходуется не полностью, возникает явление детонации);
- заметное увеличение расхода топлива;
- автомашина двигается рывками, “плавают” обороты холостого хода;
- появление нагара, копоти на свечах зажигания;
- посторонние стуки, шумы в моторном отсеке.
Подобные симптомы характерны для разных видов нарушений функционирования авто. Двигатель – не авторучка. Беспричинная разборка, сборка – длительное, хлопотное мероприятие. Предварительно следует убедиться в его необходимости.
Определение неработающего цилиндра
При возникновении нестабильного поведения двигателя необходимо попытаться локализовать причину, продвигаясь от простых проверок к сложным диагностическим методам обследования. Следует предварительно убедиться в исправности стартера, полном заряде аккумуляторной батареи.
- Завести мотор, оставить на холостых оборотах.
- Поднять капот.
- Снять колпачок свечи первого цилиндра. Мотор заглох – цилиндр исправен, изменения не произошли – требуется вмешательство. Таким образом пройтись по остальным цилиндрам.
- На забракованных цилиндрах поменять свечи, высоковольтные провода. Повторить тестирование. Неизменность ситуации указывает на поиск поломки внутри двигателя.
Наличие искры, топлива
- Проверить поступление искры. На двигателе, оборудованном инжектором, отключить разъем подачи питания форсунок. Поочередно выкручивать свечи, прислонять корпусом на массу автомашины, запускать стартер, смотреть, соблюдая меры предосторожности. Удобнее совершать данные действия вдвоем (один находится под капотом, другой – в салоне).
- Убедиться в поступлении топлива. На холодном моторе подключить форсунки, отключить разъем управления модулем зажигания. Вывернуть свечи. Стартером прокручивать двигатель в течение семи – десяти секунд. Резьба свечных посадочных мест залита топливом – норма. Сухие отверстия – проблемы с подачей горючего. Возникают вопросы к топливной системе, электронному блоку управления.
Компрессионный метод испытаний
Поиск виновника продолжается путем измерения давления в цилиндрах при максимальном сжатии. Компрессометр вставляется вместо свечи. Поршень устанавливается в верхнюю мертвую точку (специальная метка шестерни распределительного вала совмещается с отметкой на головке блока). Создается избыточное давление в верхней части цилиндра. Нормальное значение по прибору должно находиться в пределах 11 – 13кг/см3. Допустимое значение указывает завод – изготовитель в технической документации на автомобиль. Заниженная компрессия – отсутствие герметичности камеры сгорания.
- Кольца на поршне стерлись.
- Клапана неплотно прилегают.
- Разрушена прокладка головки блока цилиндров.
- Трещины блока, ГБЦ.
Залить на поршень немного чистого моторного масла (20 – 30мл), используемого для данного двигателя. Повторить измерение. Показатель улучшился – предстоит ремонт, замена поршневой группы. Положение не изменилось – вероятно, прогорели клапана. Не исключается замена клапанов, колец одновременно. Пора делать вскрытие двигателя.
Определить цилиндр с наименьшей компрессией возможно от руки. Поочередно оставляя свечу в испытуемой камере сгорания, остальные извлекая, прокручивать рукой коленчатый вал. Вариант применения минимального усилия укажет на подозрительный объект. Способ безопасный, простой.
Вредные и бессмысленные доработки
Из бессмысленных доработок я перечислю полировку клапана. Смысла я в этом не вижу никакого вообще. Для снижения детонации более правильным я считаю эффективный теплоотвод от клапана.
Вредной же я считаю Т проточку ножки клапана. Это сильно снижает отвод тепла от клапана. Плюсом данной доработки считается увеличение сечения. Но если подсчитать вклад проточенной ножки в сечение канала, это получится милипусечный процент, который с лихвой будет перекрыт излишне горячим клапаном.
Притирка клапанов
Прежде, чем приступать к работе, следует внимательно осмотреть клапана: если они хотя бы немного искривлены, необходима замена. Попытки выправить их самостоятельно положительного результата не дадут.
Притирка клапанов ВАЗ-2106 (2109) выполняется следующим образом: до начала обработки под клапан ставится слабая пружина, на фаски наносится крупноабразивная притирочная паста, и начинается сам процесс. Обработка продолжается до тех пор, пока не будут удалены все дефекты. После этого наносится мелкоабразивная паста, и обработка продолжается, пока притираемые поверхности не приобретут равномерный матовый цвет.
На видео представлена притирка клапанов ВАЗ-2109.